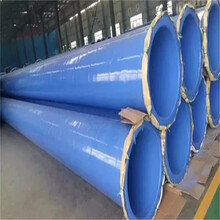
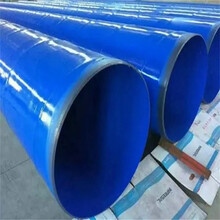
廣州市給水工程用小口徑涂塑復(fù)合直縫鋼管
本規(guī)定了埋地鋼質(zhì)管道外壁有機(jī)防腐層設(shè)計(jì)�、施工及驗(yàn)收的基本原則,適用于陸上泊氣田管道和長(zhǎng)輸管道外壁防腐層的設(shè)計(jì)�、施工及驗(yàn)收���。中所列有機(jī)防腐層材料有石油瀝青、煤焦油瓷漆�����、聚膠粘帶�����、熔結(jié)環(huán)結(jié)粉末���、聚烯烴���。

5.3力的控制管坯的兩個(gè)邊緣加熱到焊接溫度后,在輥的下����,形成共同的金屬晶粒互相滲透�����、結(jié)晶,終形成牢固的焊縫����。若力過(guò)小,形成共同晶體的數(shù)量就小�����,焊縫金屬?gòu)?qiáng)度下降����,受力后會(huì)產(chǎn)生開裂���;如果力過(guò)大�,將會(huì)使熔融狀態(tài)的金屬被擠出焊縫����,不但了焊縫強(qiáng)度,而且會(huì)產(chǎn)生大量的內(nèi)外毛刺��,甚至造成焊接搭縫等缺陷����。
誠(chéng)信商家/合作共贏/

本可以很方便地改進(jìn)以采納機(jī)構(gòu)的要求和反映管道操作者腐蝕控制。本包括鋁基或鎊基犧牲陽(yáng)極創(chuàng)海底管道的陰極保護(hù)詳細(xì)設(shè)計(jì)以及陽(yáng)極的制造和安裝,不包括與管道相連的水下管匯�����。2.5.SY/T《埋地鋼質(zhì)管道煤焦油瓷漆防腐層技術(shù)規(guī)范》該由能源局于2013年11月28日發(fā)布����,2014年4月1日實(shí)施。

3.鍍鋅層重量:根據(jù)需方要求�,可測(cè)量鍍鋅鋼管的鍍鋅層重量,平均值不應(yīng)小于500g/m2���,任何樣品不應(yīng)小于480g/m2��。熱鍍鋅無(wú)縫鋼管的應(yīng)用熱鍍鋅無(wú)縫鋼管具有良好的耐腐蝕性和強(qiáng)度�,廣泛應(yīng)用于工業(yè)和民用領(lǐng)域����。

貫徹落實(shí)《關(guān)于化解產(chǎn)能嚴(yán)重過(guò)剩矛盾的指導(dǎo)意見》(國(guó)發(fā)〔2013〕41號(hào))和《河辦公廳關(guān)于印發(fā)化解產(chǎn)能嚴(yán)重過(guò)剩矛盾實(shí)施方案的通知》(豫政辦〔2014〕44號(hào))要求,各地、各部門不得以任何名義����、任何備案新增產(chǎn)能的煉鐵、煉鋼項(xiàng)目,相關(guān)部門和機(jī)構(gòu)不得辦理土地供應(yīng)�����、能評(píng)、環(huán)評(píng)審批和新增授���。

失效大部分是由斷裂�、磨損和變形而引起�,其主要原因是熱處理不當(dāng)和模具加工不良。因此�����,合理選擇材料�、正確制訂熱處理工藝���,熱處理��,對(duì)于模具使用壽命起著關(guān)鍵作用�。模具熱處理包括預(yù)先熱處理和終熱處理�,熱處理的終目的是使模具有良好的表面和強(qiáng)度、塑性和韌性的合理配合����。
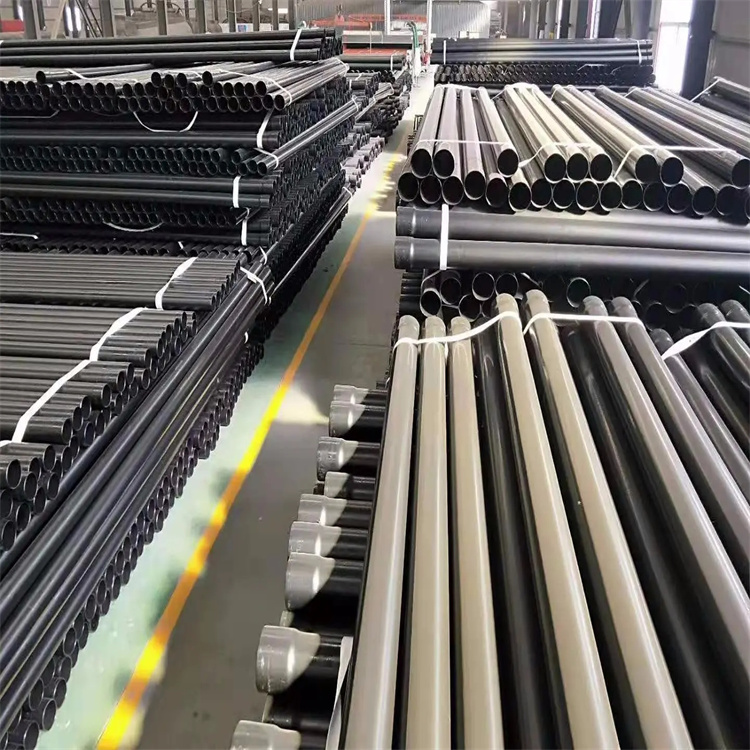
鋼套鋼保溫管施工工藝流程介紹鋼套鋼保溫管是有三層結(jié)構(gòu)組成���,分別是外護(hù)管,保溫層及介質(zhì)輸送鋼管�。外護(hù)管通常采用部標(biāo)的螺旋管起到一個(gè)承受土壤道路上壓力的作用。保溫層可使用巖棉����、玻璃棉、硅酸鋁����、硅酸鈣瓦殼等材料包裹纏繞,每層保溫材料間需要加鋁箔反射層��,熱量流失���。
直縫鋼管高頻焊接的生產(chǎn)工藝流程如下:高頻焊接高頻焊接是根據(jù)電磁感應(yīng)原理和交流電荷在導(dǎo)體中的趨膚效應(yīng)�����、鄰近效應(yīng)和渦流熱效應(yīng)��,使焊縫邊緣的鋼材局部加熱到熔融狀態(tài)��,經(jīng)滾輪的��,使對(duì)接焊縫實(shí)現(xiàn)晶間接合��,從而達(dá)到焊縫焊接之目的���。
友慶管道888
 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號(hào)
微信公眾號(hào) 視頻號(hào)
視頻號(hào)